

{kind=link}

CRT TUBE TOSHIBA UNITIZED Electron gun
An electron gun comprising a plurality of focusing grids spatially arranged along the path of an electron beam generated from a cathode and each bored with at least one opening for allowing the passage of the electron beam, wherein at least one of said plural focusing grids is formed of at least one electrode set at a grounding potential or a lower potential than a focusing voltage and at least one more electrode whose potential is defined by an electrostatic capacity; and a high voltage is produced to provide an electron lens, though enabling the electron lens to improve its performance without being obstructed by requirements associated with the construction of a picture tube.
1. An electron gun comprising a plurality of focusing grids spatially arranged along the path of an electron beam generated from a cathode and each bored with at least one opening for allowing passage of the electron beam, wherein at least one of said plural focusing grids is formed between two other grids and includes a second electrode set at a grounding potential or a lower potential than a focusing voltage, and first and third electrodes arranged on opposite sides of said second electrode along the electron beam path and electrically connected with each other, the potentials of said first and third electrodes being defined by the potentials of said two other grids and the potential of said second electrode and by the capacitance between said first electrode and the adjacent other grid, the capacitance between said first electrode and said second electrode, the capacitance between said third electrode and the adjacent other grid and the capacitance between said third electrode and said second electrode. 2. The electron gun according to claim 1, wherein the second electrode is grounded through a variable capacitor.
Description:
BACKGROUND OF THE INVENTION
This invention relates to an electron gun for generating one or more electron beams and more particularly to an electron gun provided with means for effectively focusing the electron beams on a target.
With the ordinary color picture tube provided with a multi-beam electron gun designed to generate a plurality of electron beams, the respective electron beams pass through separate electron lenses to be focussed at a point on a target. The electron lens is generally formed of a static electric field to focus the electron beams at a single point. The static electric field is formed at right angles to an electron beam path, and is disposed between at least two electrodes each bored with an opening allowing the passage of an electron beam. The properties of the electron lens can generally be varied according to interelectrode voltage, the size of an opening bored in the electrodes and a distance therebetween.
The electron gun is generally regarded to have a more improved performance, according as the electron lens is more reduced in the degree of magnification and spherical aberration. To provide an electron gun of high quality, therefore, it is necessary to extend the focal length of the electron lens. The most effective process to attain this object is to vary interelectrode voltage. However, the level of the interelectrode voltage should generally be restricted to fall within such a range as prevents arcing from taking place at the base portion of a picture tube. Further, enlargement of an electrode opening to extend the focal length of the electron lens is subject to certain limitations, because the neck diameter of the picture tube is restricted by other electrical requirements. Moreover, extension of the interelectrode distance is not advisable since the properties of the electron lens are harmfully affected by a electric charge occurring in the neck portion of the picture tube and the generation of an unnecessary electric field in the electron gun. As mentioned above, the design of the electron lens is subject to limitations due to various physical requirements associated with the construction of a picture tube. These limitation are particularly rigid in the case of a color picture tube using a multi-beam electron gun.
The customary process of manufacturing an electron lens having a long focal length without being obstructed by the above-mentioned limitations is to combine properly interelectrode voltage and the kind of electrode. An electron gun constructed by the above-mentioned process has already beam set forth in the Japanese patent disclosures Nos. 76072/1976 and 77061/1976.
 However, the disclosed
processes have the drawbacks that the electron gun unavoidably has a
complicated construction and extra voltage has to be applied to
improve the formation of an electron lens, thus leading to economic
disadvantage. For elevation of the performance of an electron lens, it
is necessary to apply high voltage with respect to not only the
electron guns used in the above-mentioned disclosed processes but also
electron guns in general use. In such a case, a special device has to
be provided to suppress arcing which might otherwise occur in the
base portion of a picture tube in order to ensure its reliable
operation, thus rendering the picture tube more expensive.
However, the disclosed
processes have the drawbacks that the electron gun unavoidably has a
complicated construction and extra voltage has to be applied to
improve the formation of an electron lens, thus leading to economic
disadvantage. For elevation of the performance of an electron lens, it
is necessary to apply high voltage with respect to not only the
electron guns used in the above-mentioned disclosed processes but also
electron guns in general use. In such a case, a special device has to
be provided to suppress arcing which might otherwise occur in the
base portion of a picture tube in order to ensure its reliable
operation, thus rendering the picture tube more expensive.
SUMMARY OF THE INVENTION
It is accordingly the object of this invention to provide an electron gun admitting of the elevation of the performance of an electron lens without being obstructed by requirements associated with the construction of a picture tube.
According to this invention, there is provided an electron gun comprising a plurality of focusing grids spatially arranged along the path of an electron beam generated from a cathode and each bored with at least one opening for allowing the passage of the electron beam, wherein at least one of said plural focusing grids is formed of at least one electrode set at a grounding potential or a lower potential than the focusing voltage and at least one more electrode whose potential is defined by an electrostatic capacity.
BRIEF DESCRIPTION OF THE DRAWING
FIG. 1A is a front view of an electron gun according to one embodiment of this invention;
FIG. 1B is a plan view of the electron gun of FIG. 1A;
FIG. 2 is a sectional view of the electron gun of FIG. 1A;
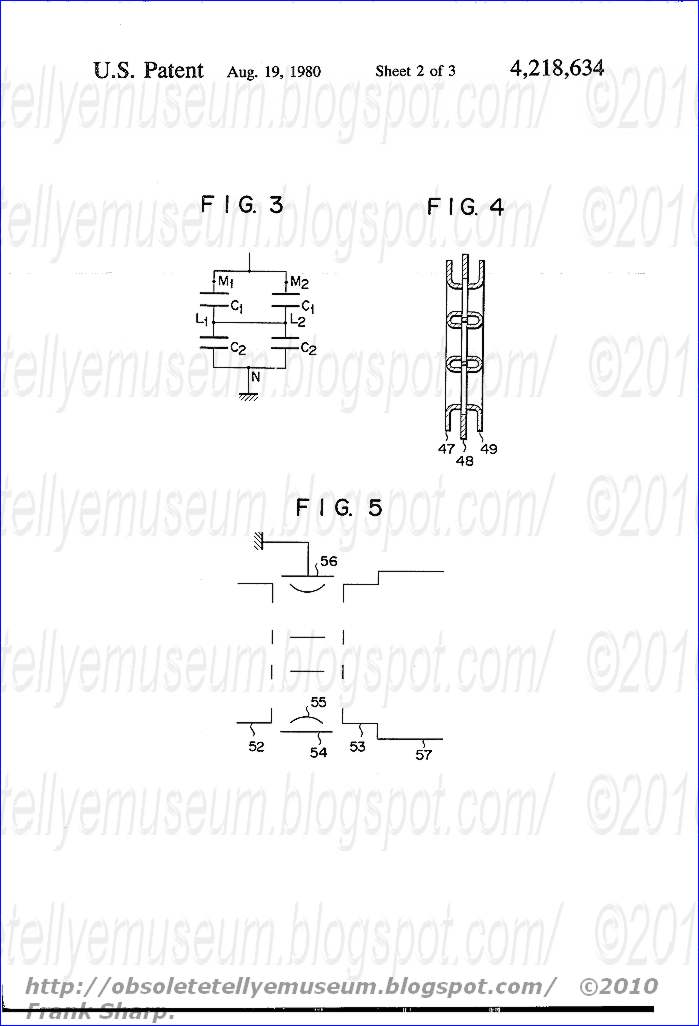
FIG. 3 shows an equivalent circuit of the electron gun of FIG. 2;
FIG. 4 is a sectional view of a modification of a fourth focusing grid used with the electron gun of FIG. 2;
FIG. 5 schematically illustrates a modification of the electron gun of FIG. 1; and
FIG. 6 is a sectional view of an electron gun according to another embodiment of this invention.
DESCRIPTION OF THE PREFERRED EMBODIMENTS
For an electron gun embodying this in vention,
there is applied an entirely novel process never known to date which
utilizes an electrostatic capacity of an electrode to apply voltage
on said electrode. Therefore, an electron lens can be designed to act
as a high voltage electrode, though actually a much lower voltage is
externally applied.
vention,
there is applied an entirely novel process never known to date which
utilizes an electrostatic capacity of an electrode to apply voltage
on said electrode. Therefore, an electron lens can be designed to act
as a high voltage electrode, though actually a much lower voltage is
externally applied.
There will now be described by reference to the accompanying drawing the cases where this invention is applied to a uni-potential type electron gun and a bi-potential type electron gun. Description is first given of the case where this invention is applied to the uni-potential type electron gun. FIGS. 1A, 1B and 2 are respectively a front view, plan view and sectional view of an in-line type electron gun used with a color picture tube. An electron gun 1 comprises a plurality of electrodes and glass supports thereof. The plural electrodes constitute these cathodes 2, 3, 4, first grid 5, second grid 6, third grid or first focusing grid 7, fourth grid or third focusing grid 8 and fifth grid or second focusing grid 9. These grids are fitted to the glass supports 10 in the order mentioned as counted from the cathode side. The cathodes 2, 3, 4, send forth electron beams along three paths lying on the same plane. The first grid 5 and second grid 6 are flat electrodes closely facing each other and are respectively bored with a group of three openings 11-12-13 and another group of three openings 14-15-16 which are aligned with the three electron beam paths. The third grid or first focusing grid 7 is positioned adjacent to the second grid 6. The grid 7 is formed of a pair of cups 20, 21 joined with each other on the peripheral edges of the openings thereof. The bottoms of said cups 20, 21 are respectively bored with a group of three openings 17-18-19 and another group of three openings 22, 23, 24 which are aligned with the three electron beam paths. The openings 17, 18, 19 of the first cup 20 have a larger diameter than the openings 14, 15, 16 of the second grid 6. The openings 22, 23, 24 of the second cup 21 have a larger diameter than the openings 17, 18, 19 of the first cup 20. The fourth grid or third focusing grid 8 is formed of at least three auxiliary electrodes 25, 26, 27. The first electrode 25 and third electrode 27 are respectively formed of a pair of cups joined with each other. Both electrodes 25, 27 are respectively bored with a group of three openings 28-29-30 and another group of three openings 33-34-35 which are aligned with the three electron beam paths. Said electrodes 25, 27 are electrically connected together to have the same potential, and spatially arranged along the electron beam paths. Provided between the electrodes 25, 27 is a plate-shaped second electrode 26, which is also bored with three openings aligned with the three electron beam paths. The fifth grid or second focusing grid 9 is cup-shaped, spaced from the fourth grid 8 substantially as much as a distance between the third grid 7 and fourth grid 8, and also bored with three openings 36, 37, 38. The central opening 37 is aligned with the axis 43 of the central opening of the first grid 5 to that of the fourth grid 8. But the other openings 36, 38 are respectively slightly displaced outward from the axes 44 of the side openings of the first grid 5 to that of the fourth grid 8. The displacement is intended to cause two electron beams other than the central one to be slightly deflected by an asymmetrical electric field in order to converge the three electron beams at a single point on a target. The fifth grid or second focusing grid 9 is fitted with a cylindrical shield cup 42 whose bottom is bored with three openings aligned with the three electron beam paths. A plurality of bulb spacers 45 made of a metal strip are mounted on the edge of the open side of the cylindrical shield cup 42.
The grids of the electron gun are spaced from each other as follows.
The
third grid 7 and fifth grid 9 are electrically connected together to
have the same potential. The second electrode 26 of the fourth grid 8
is electrically insulated from the first electrode 25 and third
electrode 27 of said fourth grid 8, and is set at a grounding
potential or externally applied with a prescribed value of voltage
when the electron gun is put into operation. However, the first
electrode 25 and third electrode 27 of said fourth grid 8 are not
externally supplied with any voltage.
When an electron gun is built in a picture tube, the bulb spacers 45 are pressed against the inner wall of the picture tube, thereby electrically connecting the fifth grid 9 to the inner wall of the picture tube. During the operation of the electron gun, the third grid 7 and fifth grid 9 are applied with voltage of about 25 to 30 kv through the inner wall of the picture tube. The second electrode 26 of the fourth grid 8 is grounded through the base portion of the picture tube. At the time, the first electrode 25 and third electrode 27 of the fourth grid 8 are naturally applied with voltage of about 10 kv. The reason why this voltage is naturally generated in the first and third electrodes 25, 27 of the fourth grid 8 may be explained as follows by reference to the equivalent circuit of FIG. 3.
Two capacitors C 1
of FIG. 3 are respectively formed between the third grid 7 and the
first electrode 25 of the fourth grid 8, and also between the third
electrode 27 of the fourth grid 8 and fifth grid 9. Two other
capacitors C 2 are produced between the first and second
electrodes 25, 26 of the fourth grid 8, and also between the second
and third electrodes 26, 27 of said fourth grid 8.
C 1
of FIG. 3 are respectively formed between the third grid 7 and the
first electrode 25 of the fourth grid 8, and also between the third
electrode 27 of the fourth grid 8 and fifth grid 9. Two other
capacitors C 2 are produced between the first and second
electrodes 25, 26 of the fourth grid 8, and also between the second
and third electrodes 26, 27 of said fourth grid 8.
Referring to the equivalent circuit of FIG. 3, the two capacitors C 1 and the two other capacitors C 2 are respectively connected in series. The character M 1 denotes the third grid 7; the character M 2 the fifth grid 9; the charactor L 1 the first electrode 25; the character L 2 the third electrode 27; and the character N the second electrode 26. Where voltage of, for example, 25 kv is applied on the third grid 7 or M 1 and the fifth grid 9 or M 2 , and the second electrode 26 or N is set at a grounding potential, then voltage corresponding to the capacities of two capacitors C 1 , C 2 constituting one set is generated in the first electrode 25 or L 1 , and voltage corresponding to the capacities of two capacitors C 1 , C 2 constituting another set is generated in the third electrode 27 or L 2 . The capacities of the capacitors C 1 , C 2 are defined only by a distance between the respective electrodes constituting said capacitors, if the electrodes have substantially the same shape. Where, therefore, levels of voltage being applied on the first and third electrodes 25, 27 of the fourth grid 8 are selected in designing an electron gun, then a ratio which a distance between the electrodes constituting the capacitor C 1 bears to a distance between the electrodes constituting the capacitor C 2 is defined. Conversely speaking, where the ratio between said distances is chosen, then values of voltage applied on the first and third electrodes 25, 27 of the fourth grid 8 are determined. Values of the above-mentioned voltage and distance are practically decided as follows. An electron gun in which all the electrodes constituting the fourth grid 8 have the same potential represents the ordinary uni-potential type. Where this type of electron gun is designed by setting the focusing voltage (voltage impressed on the fourth grid 8) at 10 kv when voltage of 25 kv is applied on the third and fifth grids 7, 9, then it is advised to set a distance between the first and second electrodes 25, 26 of the fourth grid 8 and that between the second and third electrodes 26, 27 thereof and ground the second electrode 26. Assuming that a distance between the third grid 7 and first electrode 25, and a distance between the fifth grid 9 and third electrode 27, that is, distances between the electrodes respectively constituting the two capacitors C 1 are chosen to be 1 mm, then a distance between the first and second electrodes 25, 26 of the fourth grid 8 and a distance between the second and third electrodes 26, 27 thereof, that is, distances between the electrodes respectively constituting the two other capacitors C 2 are calculated to be 0.67 mm, as measured from the following equation: ##EQU1##
What should be taken into consideration in adopting the above-mentioned method of designing an electron gun, is to prevent the potential of the second electrode 26 of the fourth grid 8 from exerting a harmful effect on an electron lens. Namely, it is necessary, for example, to bore the second electrode 26 of the fourth grid 8 with three openings larger than those of the first and third electrode 25, 27 thereof and, where required, construct the fourth grid 8 as illustrated in FIG. 4, thereby preventing an electrostatic field created by the second electrode 26 from substantially exerting a harmful effect on the function of an electron gun particularly, an electron lens. The fourth grid of FIG. 4 is formed of a first electrode 47, second electrode 48 and third electrode 49. The peripheral edges of the
three openings bored in the first electrode 47 and those of the third
electrode 49 projects towrard the second electrode 48. If however,
an electrostatic field generated in the neighborhood of the second
electrode does not substantially exert any harmful effect on the
function of an electron lens, then it is unnecessary to construct the
fourth grid 8 as shown in FIG. 4. It is obviously possible
positively to utilize an electrostatic field produced in the
proximity of the second electrode 48. In such case, the
interelectrode distance can not be determined by the previously
described method.
Rigidly speaking, an electrostatic capacity is not defined solely by a distance between two mutually facing electrodes or other factors thereof, but is actually affected by the properties of other electrodes and earth capacity. Practically, therefore, a proper interelectrode distance has to be experimentally determined.
FIG. 5 schematically shows the arrangement of a modification of focusing means used with an electron gun embodying this invention. This focusing means is formed of a first focusing grid 52, second focusing grid 53 and third focusing grid 54. The first focusing grid 52 is bored with three openings aligned with three electron beam paths. The second focusing grid 53 is bored, like the first focusing grid 52, with three openings aligned with three electron beam paths, and further fitted with a shield cup 57. The third focusing grid 54 is formed of an inner annular auxiliary electrode 55 disposed substantially halfway between the first and second focusing grids 52, 53 along an electron beam path and an outer annular auxiliary electrode 56 positioned coaxially with the inner annular auxiliary electrode 55 spatially to surround it. The inner annular auxiliary electrode 55 is not externally impressed with voltage. The outer annular auxiliary electrode 56 is set at a grounding potential. With the focusing means of the above-mentioned construction, the potential of the inner annular auxiliary electrode 55 is substantially defined by an electrostatic capacity generated between the first and second focusing grids 52, 53 and an electrostatic capacity produced between the inner annular auxiliary electrode 55 and outer annular auxiliary electrode 56.
The foregoing description relates to the case where this invention was applied to a uni-potential type electron gun. There will now be described by reference to FIG. 6 the case where the invention is applied to a bi-potential type electron gun. The electron gun of FIG. 6 comprises a cathode 60, first grid 61, second grid 62, first focusing grid 63 and second focusing grid 64 which are arranged in the order mentioned as counted from the cathode side, and each bored with one opening aligned with a common electron beam path. The first focusing grid 63 is formed of at least three electrodes, namely, first electrode 65, second electrode 66 and third electrode 67. With a bi-potential type electron gun constructed as described above, the second focusing grid 64 is applied with the final electron beam-accelating voltage (for example, 25 kv) of a picture tube. The second grid 62 is generally applied with voltage of about 500 v. With the ordinary bi-potential type electron gun, the first focusing grid 63 is applied with voltage of 3 to 4 kv. With a bi-potential type electron gun embodying this invention, however, it is only necessary to impress low voltage of, for example, 500 v or grounding voltage on the second electrode 66 and connect together the first and third electrodes 65, 67 disposed on both sides of the second electrode 66 with the same potential. Namely, the first and third electrodes 65, 67 are not externally impressed with any voltage. The potential of the mutually connected first and third electrodes 65, 67 is defined by the potentials of the second focusing grid 64, second electrode 66 and second grid 62 and the capacitances C 1 , C 2 , C 3 , C 4 generated between the respective electrodes (FIG. 6). The interelectrode distance is determined by the similar method to the aforementioned embodiment. Since the capacitances C 1 to C 4 vary with the shape of the corresponding electrodes, it should be defined with said variation taken into account.
With the bi-potential type electron gun of FIG. 6 embodying this invention, a sort of uni-potential electrostatic lens is formed in the first focusing grid 63. Therefore, electron beams are subjected to a certain degree of focusing while passing through the openings of the first focusing grid 63, thereby improving the focusing property of the bi-potential type electron gun of FIG. 6 over that of a similar type of electron gun in which the above-mentioned uni-potential electrostatic lens is not produced. Unless required, it is obviously possible to change that portion of the first focusing grid 63 in which the above-mentioned uni-potential electrostatic lens is produced into such shape as prevents electron beams from being focusing.
As described above, this invention makes it possible to elevate electron lens-forming voltage whose level has hitherto been subject to certain limitations due to requirements associated with the construction of a picture tube, thereby improving the function of the electron lens.
Namely, with the electron gun of this invention, high electrode voltage is indeed applied to increase the performance of an electron lens. To this end, however, much lower voltage has only to be externally applied, thereby eliminating arcings at the base portion of a picture tube which have hitherto raised problems. Further advantages of the invention are that since an external power source need not generate high voltage, the arrangement of a picture tube circuit
is simplified, decreasing the power consumption of said circuit; and
since the base portion of the picture tube is not applied with high
voltage, the picture tube can be operated more reliably, making it
possible to design the base portion so as to ensure the reduction of
cost. With the first embodiment of FIG. 2 relative to a uni-potential
type electron gun, the second electrode 26 was set at a grounding
potential. With the second embodiment of FIG. 6 relative to a
bi-potential type electron gun, the second electrode 66 is impressed
with low voltage of, for example, 500 v. With either type of electron
gun, the second electrode may be set at a grounding potential or be
impressed with low voltage. Where, as show in FIG. 6, the second
electrode is set at a grounding potential, provision of a variable
capacitor 68 between the second electrode 66 and the grounding electrode
outside of the picture tube makes it possible to control focusing
voltage, if necessary. Further, insertion of a high resister between
the second electrode and grounding electrode, though not changing the
focusing voltage, has the advantage that should a arcing take place
in a picture tube, said high resistor acts as a damping resistor,
minimising the generation of arc current and saving the cathode from
damage and other difficulties.
not generate high voltage, the arrangement of a picture tube circuit
is simplified, decreasing the power consumption of said circuit; and
since the base portion of the picture tube is not applied with high
voltage, the picture tube can be operated more reliably, making it
possible to design the base portion so as to ensure the reduction of
cost. With the first embodiment of FIG. 2 relative to a uni-potential
type electron gun, the second electrode 26 was set at a grounding
potential. With the second embodiment of FIG. 6 relative to a
bi-potential type electron gun, the second electrode 66 is impressed
with low voltage of, for example, 500 v. With either type of electron
gun, the second electrode may be set at a grounding potential or be
impressed with low voltage. Where, as show in FIG. 6, the second
electrode is set at a grounding potential, provision of a variable
capacitor 68 between the second electrode 66 and the grounding electrode
outside of the picture tube makes it possible to control focusing
voltage, if necessary. Further, insertion of a high resister between
the second electrode and grounding electrode, though not changing the
focusing voltage, has the advantage that should a arcing take place
in a picture tube, said high resistor acts as a damping resistor,
minimising the generation of arc current and saving the cathode from
damage and other difficulties.
The first embodiment relates to a uni-potential type electron gun provided with three in-line cathodes. The second embodiment relates to a bi-potential type electron gun comprising a single cathode. Obviously the type of electron gun and that of cathode can be freely combined. The point is that this invention is applicable to any type of electron gun, provided the focusing electrode or grid can be used as a capacitor type. With the foregoing embodiments, electrodes aligned with electron beam paths were utilized as the capacitor electrodes. However, application of this invention need not be limited to such type of electron gun. Namely, the electron gun of, for example, FIG. 2 may comprise a second cylindrical electrode which encloses a fourth grid and is bored with three openings aligned with three electron beam paths. In this case, an electron lens has its inner diameter reduced. Therefore, the electron lens should be constructed in consideration of the result of comparison between the effect of the voltage supplied thereto and the effect of the inner diameter thereof. Obviously, this invention is applicable to a tri-potential type electron gun.
This invention relates to an electron gun for generating one or more electron beams and more particularly to an electron gun provided with means for effectively focusing the electron beams on a target.
With the ordinary color picture tube provided with a multi-beam electron gun designed to generate a plurality of electron beams, the respective electron beams pass through separate electron lenses to be focussed at a point on a target. The electron lens is generally formed of a static electric field to focus the electron beams at a single point. The static electric field is formed at right angles to an electron beam path, and is disposed between at least two electrodes each bored with an opening allowing the passage of an electron beam. The properties of the electron lens can generally be varied according to interelectrode voltage, the size of an opening bored in the electrodes and a distance therebetween.
The electron gun is generally regarded to have a more improved performance, according as the electron lens is more reduced in the degree of magnification and spherical aberration. To provide an electron gun of high quality, therefore, it is necessary to extend the focal length of the electron lens. The most effective process to attain this object is to vary interelectrode voltage. However, the level of the interelectrode voltage should generally be restricted to fall within such a range as prevents arcing from taking place at the base portion of a picture tube. Further, enlargement of an electrode opening to extend the focal length of the electron lens is subject to certain limitations, because the neck diameter of the picture tube is restricted by other electrical requirements. Moreover, extension of the interelectrode distance is not advisable since the properties of the electron lens are harmfully affected by a electric charge occurring in the neck portion of the picture tube and the generation of an unnecessary electric field in the electron gun. As mentioned above, the design of the electron lens is subject to limitations due to various physical requirements associated with the construction of a picture tube. These limitation are particularly rigid in the case of a color picture tube using a multi-beam electron gun.
The customary process of manufacturing an electron lens having a long focal length without being obstructed by the above-mentioned limitations is to combine properly interelectrode voltage and the kind of electrode. An electron gun constructed by the above-mentioned process has already beam set forth in the Japanese patent disclosures Nos. 76072/1976 and 77061/1976.
However, the disclosed
processes have the drawbacks that the electron gun unavoidably has a
complicated construction and extra voltage has to be applied to
improve the formation of an electron lens, thus leading to economic
disadvantage. For elevation of the performance of an electron lens, it
is necessary to apply high voltage with respect to not only the
electron guns used in the above-mentioned disclosed processes but also
electron guns in general use. In such a case, a special device has to
be provided to suppress arcing which might otherwise occur in the
base portion of a picture tube in order to ensure its reliable
operation, thus rendering the picture tube more expensive. SUMMARY OF THE INVENTION
It is accordingly the object of this invention to provide an electron gun admitting of the elevation of the performance of an electron lens without being obstructed by requirements associated with the construction of a picture tube.
According to this invention, there is provided an electron gun comprising a plurality of focusing grids spatially arranged along the path of an electron beam generated from a cathode and each bored with at least one opening for allowing the passage of the electron beam, wherein at least one of said plural focusing grids is formed of at least one electrode set at a grounding potential or a lower potential than the focusing voltage and at least one more electrode whose potential is defined by an electrostatic capacity.
BRIEF DESCRIPTION OF THE DRAWING
FIG. 1A is a front view of an electron gun according to one embodiment of this invention;
FIG. 1B is a plan view of the electron gun of FIG. 1A;
FIG. 2 is a sectional view of the electron gun of FIG. 1A;
FIG. 3 shows an equivalent circuit of the electron gun of FIG. 2;
FIG. 4 is a sectional view of a modification of a fourth focusing grid used with the electron gun of FIG. 2;
FIG. 5 schematically illustrates a modification of the electron gun of FIG. 1; and
FIG. 6 is a sectional view of an electron gun according to another embodiment of this invention.
DESCRIPTION OF THE PREFERRED EMBODIMENTS
For an electron gun embodying this in
 vention,
there is applied an entirely novel process never known to date which
utilizes an electrostatic capacity of an electrode to apply voltage
on said electrode. Therefore, an electron lens can be designed to act
as a high voltage electrode, though actually a much lower voltage is
externally applied.
vention,
there is applied an entirely novel process never known to date which
utilizes an electrostatic capacity of an electrode to apply voltage
on said electrode. Therefore, an electron lens can be designed to act
as a high voltage electrode, though actually a much lower voltage is
externally applied. There will now be described by reference to the accompanying drawing the cases where this invention is applied to a uni-potential type electron gun and a bi-potential type electron gun. Description is first given of the case where this invention is applied to the uni-potential type electron gun. FIGS. 1A, 1B and 2 are respectively a front view, plan view and sectional view of an in-line type electron gun used with a color picture tube. An electron gun 1 comprises a plurality of electrodes and glass supports thereof. The plural electrodes constitute these cathodes 2, 3, 4, first grid 5, second grid 6, third grid or first focusing grid 7, fourth grid or third focusing grid 8 and fifth grid or second focusing grid 9. These grids are fitted to the glass supports 10 in the order mentioned as counted from the cathode side. The cathodes 2, 3, 4, send forth electron beams along three paths lying on the same plane. The first grid 5 and second grid 6 are flat electrodes closely facing each other and are respectively bored with a group of three openings 11-12-13 and another group of three openings 14-15-16 which are aligned with the three electron beam paths. The third grid or first focusing grid 7 is positioned adjacent to the second grid 6. The grid 7 is formed of a pair of cups 20, 21 joined with each other on the peripheral edges of the openings thereof. The bottoms of said cups 20, 21 are respectively bored with a group of three openings 17-18-19 and another group of three openings 22, 23, 24 which are aligned with the three electron beam paths. The openings 17, 18, 19 of the first cup 20 have a larger diameter than the openings 14, 15, 16 of the second grid 6. The openings 22, 23, 24 of the second cup 21 have a larger diameter than the openings 17, 18, 19 of the first cup 20. The fourth grid or third focusing grid 8 is formed of at least three auxiliary electrodes 25, 26, 27. The first electrode 25 and third electrode 27 are respectively formed of a pair of cups joined with each other. Both electrodes 25, 27 are respectively bored with a group of three openings 28-29-30 and another group of three openings 33-34-35 which are aligned with the three electron beam paths. Said electrodes 25, 27 are electrically connected together to have the same potential, and spatially arranged along the electron beam paths. Provided between the electrodes 25, 27 is a plate-shaped second electrode 26, which is also bored with three openings aligned with the three electron beam paths. The fifth grid or second focusing grid 9 is cup-shaped, spaced from the fourth grid 8 substantially as much as a distance between the third grid 7 and fourth grid 8, and also bored with three openings 36, 37, 38. The central opening 37 is aligned with the axis 43 of the central opening of the first grid 5 to that of the fourth grid 8. But the other openings 36, 38 are respectively slightly displaced outward from the axes 44 of the side openings of the first grid 5 to that of the fourth grid 8. The displacement is intended to cause two electron beams other than the central one to be slightly deflected by an asymmetrical electric field in order to converge the three electron beams at a single point on a target. The fifth grid or second focusing grid 9 is fitted with a cylindrical shield cup 42 whose bottom is bored with three openings aligned with the three electron beam paths. A plurality of bulb spacers 45 made of a metal strip are mounted on the edge of the open side of the cylindrical shield cup 42.
The grids of the electron gun are spaced from each other as follows.
| ______________________________________ |
| A distance between the third grid or first focusing grid 7 and the first electrode 25 of the fourth grid or about 1 mm third focusing grid 8 A distance between the third electrode 27 of the fourth grid or third focusing about 1 mm grid 8 and the fifth grid or second focusing grid 9 A distance between the second electrode 26 and the first electrode 25 of the about 0.6 mm fourth grid or third focusing grid 8 A distance between the second electrode 26 and the third electrode 27 of the about 0.6 mm fourth grid or third focusing grid 8 |
| ______________________________________ |
When an electron gun is built in a picture tube, the bulb spacers 45 are pressed against the inner wall of the picture tube, thereby electrically connecting the fifth grid 9 to the inner wall of the picture tube. During the operation of the electron gun, the third grid 7 and fifth grid 9 are applied with voltage of about 25 to 30 kv through the inner wall of the picture tube. The second electrode 26 of the fourth grid 8 is grounded through the base portion of the picture tube. At the time, the first electrode 25 and third electrode 27 of the fourth grid 8 are naturally applied with voltage of about 10 kv. The reason why this voltage is naturally generated in the first and third electrodes 25, 27 of the fourth grid 8 may be explained as follows by reference to the equivalent circuit of FIG. 3.
Two capacitors
 C 1
of FIG. 3 are respectively formed between the third grid 7 and the
first electrode 25 of the fourth grid 8, and also between the third
electrode 27 of the fourth grid 8 and fifth grid 9. Two other
capacitors C 2 are produced between the first and second
electrodes 25, 26 of the fourth grid 8, and also between the second
and third electrodes 26, 27 of said fourth grid 8.
C 1
of FIG. 3 are respectively formed between the third grid 7 and the
first electrode 25 of the fourth grid 8, and also between the third
electrode 27 of the fourth grid 8 and fifth grid 9. Two other
capacitors C 2 are produced between the first and second
electrodes 25, 26 of the fourth grid 8, and also between the second
and third electrodes 26, 27 of said fourth grid 8. Referring to the equivalent circuit of FIG. 3, the two capacitors C 1 and the two other capacitors C 2 are respectively connected in series. The character M 1 denotes the third grid 7; the character M 2 the fifth grid 9; the charactor L 1 the first electrode 25; the character L 2 the third electrode 27; and the character N the second electrode 26. Where voltage of, for example, 25 kv is applied on the third grid 7 or M 1 and the fifth grid 9 or M 2 , and the second electrode 26 or N is set at a grounding potential, then voltage corresponding to the capacities of two capacitors C 1 , C 2 constituting one set is generated in the first electrode 25 or L 1 , and voltage corresponding to the capacities of two capacitors C 1 , C 2 constituting another set is generated in the third electrode 27 or L 2 . The capacities of the capacitors C 1 , C 2 are defined only by a distance between the respective electrodes constituting said capacitors, if the electrodes have substantially the same shape. Where, therefore, levels of voltage being applied on the first and third electrodes 25, 27 of the fourth grid 8 are selected in designing an electron gun, then a ratio which a distance between the electrodes constituting the capacitor C 1 bears to a distance between the electrodes constituting the capacitor C 2 is defined. Conversely speaking, where the ratio between said distances is chosen, then values of voltage applied on the first and third electrodes 25, 27 of the fourth grid 8 are determined. Values of the above-mentioned voltage and distance are practically decided as follows. An electron gun in which all the electrodes constituting the fourth grid 8 have the same potential represents the ordinary uni-potential type. Where this type of electron gun is designed by setting the focusing voltage (voltage impressed on the fourth grid 8) at 10 kv when voltage of 25 kv is applied on the third and fifth grids 7, 9, then it is advised to set a distance between the first and second electrodes 25, 26 of the fourth grid 8 and that between the second and third electrodes 26, 27 thereof and ground the second electrode 26. Assuming that a distance between the third grid 7 and first electrode 25, and a distance between the fifth grid 9 and third electrode 27, that is, distances between the electrodes respectively constituting the two capacitors C 1 are chosen to be 1 mm, then a distance between the first and second electrodes 25, 26 of the fourth grid 8 and a distance between the second and third electrodes 26, 27 thereof, that is, distances between the electrodes respectively constituting the two other capacitors C 2 are calculated to be 0.67 mm, as measured from the following equation: ##EQU1##
What should be taken into consideration in adopting the above-mentioned method of designing an electron gun, is to prevent the potential of the second electrode 26 of the fourth grid 8 from exerting a harmful effect on an electron lens. Namely, it is necessary, for example, to bore the second electrode 26 of the fourth grid 8 with three openings larger than those of the first and third electrode 25, 27 thereof and, where required, construct the fourth grid 8 as illustrated in FIG. 4, thereby preventing an electrostatic field created by the second electrode 26 from substantially exerting a harmful effect on the function of an electron gun particularly, an electron lens. The fourth grid of FIG. 4 is formed of a first electrode 47, second electrode 48 and third electrode 49. The peripheral edges o
f the
three openings bored in the first electrode 47 and those of the third
electrode 49 projects towrard the second electrode 48. If however,
an electrostatic field generated in the neighborhood of the second
electrode does not substantially exert any harmful effect on the
function of an electron lens, then it is unnecessary to construct the
fourth grid 8 as shown in FIG. 4. It is obviously possible
positively to utilize an electrostatic field produced in the
proximity of the second electrode 48. In such case, the
interelectrode distance can not be determined by the previously
described method. Rigidly speaking, an electrostatic capacity is not defined solely by a distance between two mutually facing electrodes or other factors thereof, but is actually affected by the properties of other electrodes and earth capacity. Practically, therefore, a proper interelectrode distance has to be experimentally determined.
FIG. 5 schematically shows the arrangement of a modification of focusing means used with an electron gun embodying this invention. This focusing means is formed of a first focusing grid 52, second focusing grid 53 and third focusing grid 54. The first focusing grid 52 is bored with three openings aligned with three electron beam paths. The second focusing grid 53 is bored, like the first focusing grid 52, with three openings aligned with three electron beam paths, and further fitted with a shield cup 57. The third focusing grid 54 is formed of an inner annular auxiliary electrode 55 disposed substantially halfway between the first and second focusing grids 52, 53 along an electron beam path and an outer annular auxiliary electrode 56 positioned coaxially with the inner annular auxiliary electrode 55 spatially to surround it. The inner annular auxiliary electrode 55 is not externally impressed with voltage. The outer annular auxiliary electrode 56 is set at a grounding potential. With the focusing means of the above-mentioned construction, the potential of the inner annular auxiliary electrode 55 is substantially defined by an electrostatic capacity generated between the first and second focusing grids 52, 53 and an electrostatic capacity produced between the inner annular auxiliary electrode 55 and outer annular auxiliary electrode 56.
The foregoing description relates to the case where this invention was applied to a uni-potential type electron gun. There will now be described by reference to FIG. 6 the case where the invention is applied to a bi-potential type electron gun. The electron gun of FIG. 6 comprises a cathode 60, first grid 61, second grid 62, first focusing grid 63 and second focusing grid 64 which are arranged in the order mentioned as counted from the cathode side, and each bored with one opening aligned with a common electron beam path. The first focusing grid 63 is formed of at least three electrodes, namely, first electrode 65, second electrode 66 and third electrode 67. With a bi-potential type electron gun constructed as described above, the second focusing grid 64 is applied with the final electron beam-accelating voltage (for example, 25 kv) of a picture tube. The second grid 62 is generally applied with voltage of about 500 v. With the ordinary bi-potential type electron gun, the first focusing grid 63 is applied with voltage of 3 to 4 kv. With a bi-potential type electron gun embodying this invention, however, it is only necessary to impress low voltage of, for example, 500 v or grounding voltage on the second electrode 66 and connect together the first and third electrodes 65, 67 disposed on both sides of the second electrode 66 with the same potential. Namely, the first and third electrodes 65, 67 are not externally impressed with any voltage. The potential of the mutually connected first and third electrodes 65, 67 is defined by the potentials of the second focusing grid 64, second electrode 66 and second grid 62 and the capacitances C 1 , C 2 , C 3 , C 4 generated between the respective electrodes (FIG. 6). The interelectrode distance is determined by the similar method to the aforementioned embodiment. Since the capacitances C 1 to C 4 vary with the shape of the corresponding electrodes, it should be defined with said variation taken into account.
With the bi-potential type electron gun of FIG. 6 embodying this invention, a sort of uni-potential electrostatic lens is formed in the first focusing grid 63. Therefore, electron beams are subjected to a certain degree of focusing while passing through the openings of the first focusing grid 63, thereby improving the focusing property of the bi-potential type electron gun of FIG. 6 over that of a similar type of electron gun in which the above-mentioned uni-potential electrostatic lens is not produced. Unless required, it is obviously possible to change that portion of the first focusing grid 63 in which the above-mentioned uni-potential electrostatic lens is produced into such shape as prevents electron beams from being focusing.
As described above, this invention makes it possible to elevate electron lens-forming voltage whose level has hitherto been subject to certain limitations due to requirements associated with the construction of a picture tube, thereby improving the function of the electron lens.
Namely, with the electron gun of this invention, high electrode voltage is indeed applied to increase the performance of an electron lens. To this end, however, much lower voltage has only to be externally applied, thereby eliminating arcings at the base portion of a picture tube which have hitherto raised problems. Further advantages of the invention are that since an external power source need
 not generate high voltage, the arrangement of a picture tube circuit
is simplified, decreasing the power consumption of said circuit; and
since the base portion of the picture tube is not applied with high
voltage, the picture tube can be operated more reliably, making it
possible to design the base portion so as to ensure the reduction of
cost. With the first embodiment of FIG. 2 relative to a uni-potential
type electron gun, the second electrode 26 was set at a grounding
potential. With the second embodiment of FIG. 6 relative to a
bi-potential type electron gun, the second electrode 66 is impressed
with low voltage of, for example, 500 v. With either type of electron
gun, the second electrode may be set at a grounding potential or be
impressed with low voltage. Where, as show in FIG. 6, the second
electrode is set at a grounding potential, provision of a variable
capacitor 68 between the second electrode 66 and the grounding electrode
outside of the picture tube makes it possible to control focusing
voltage, if necessary. Further, insertion of a high resister between
the second electrode and grounding electrode, though not changing the
focusing voltage, has the advantage that should a arcing take place
in a picture tube, said high resistor acts as a damping resistor,
minimising the generation of arc current and saving the cathode from
damage and other difficulties.
not generate high voltage, the arrangement of a picture tube circuit
is simplified, decreasing the power consumption of said circuit; and
since the base portion of the picture tube is not applied with high
voltage, the picture tube can be operated more reliably, making it
possible to design the base portion so as to ensure the reduction of
cost. With the first embodiment of FIG. 2 relative to a uni-potential
type electron gun, the second electrode 26 was set at a grounding
potential. With the second embodiment of FIG. 6 relative to a
bi-potential type electron gun, the second electrode 66 is impressed
with low voltage of, for example, 500 v. With either type of electron
gun, the second electrode may be set at a grounding potential or be
impressed with low voltage. Where, as show in FIG. 6, the second
electrode is set at a grounding potential, provision of a variable
capacitor 68 between the second electrode 66 and the grounding electrode
outside of the picture tube makes it possible to control focusing
voltage, if necessary. Further, insertion of a high resister between
the second electrode and grounding electrode, though not changing the
focusing voltage, has the advantage that should a arcing take place
in a picture tube, said high resistor acts as a damping resistor,
minimising the generation of arc current and saving the cathode from
damage and other difficulties. The first embodiment relates to a uni-potential type electron gun provided with three in-line cathodes. The second embodiment relates to a bi-potential type electron gun comprising a single cathode. Obviously the type of electron gun and that of cathode can be freely combined. The point is that this invention is applicable to any type of electron gun, provided the focusing electrode or grid can be used as a capacitor type. With the foregoing embodiments, electrodes aligned with electron beam paths were utilized as the capacitor electrodes. However, application of this invention need not be limited to such type of electron gun. Namely, the electron gun of, for example, FIG. 2 may comprise a second cylindrical electrode which encloses a fourth grid and is bored with three openings aligned with three electron beam paths. In this case, an electron lens has its inner diameter reduced. Therefore, the electron lens should be constructed in consideration of the result of comparison between the effect of the voltage supplied thereto and the effect of the inner diameter thereof. Obviously, this invention is applicable to a tri-potential type electron gun.
Toshiba, "Blackstripe Vertical Stripe Screen Colour Picture Tube", 1973.


Claims:
I claim: 1. In a cathode ray tube including a faceplate and a shadow mask containing an array of vertically oriented slotted apertures for restricting electron beams directed therethrough to impinge upon and excite selected areas of phosphor material on said faceplate, a viewing screen comprising:
a horizontally repetitive pattern of sets of three vertically oriented stripes of phosphor material extending vertically across and coating the inside surface of said faceplate, each stripe within a set being of different phosphor material so as to emit a different color when excited by the corresponding one of the three electron beams passing through the associated aperture in said shadow mask, and
a layer of light absorbing material coating the inside surface of said faceplate and containing a vertical and horizontal array of vertically oriented slotted openings, said stripes and openings being juxtaposed so that said openings define viewable portions of said stripes, each viewable portion being totally surrounded with light absorbing material,
said openings and stripes being aligned with the apertures in said shadow mask so that a corresponding one of said three electron beams is allowed to impinge upon each viewable portion,
the vertical dimension of each opening being greater than the vertical dimension of that part of said viewable portion excited by the electron beam impinging thereupon, such that a positive vertical guardband is provided, and
the horizontal dimension of each opening being less than the horizontal dimension of the impinging electron beam, such that a negative horizontal guardband is provided.
2. In a cathode ray tube including a faceplate and a shadow mask containing an array of vertically oriented slotted apertures for restricting electron beams directed therethrough to impinge upon and excite selected areas of phosphor material on said faceplate, a viewing screen comprising:
a series of vertically oriented stripes of phosphor material extending across and coating the inside surface of said faceplate, the phosphor material of horizontally successive stripes differing in a repetitive pattern so as to emit different colors within each pattern when excited by electron beams, and
a layer of light absorbing material coating the inside surface of said faceplate in the form of a matrix comprising vertical stripes of material interposed between the phosphor stripes and horizontal spans of material crossing said phosphor stripes,
the vertical stripes and horizontal spans of light absorbing material defining the viewable portions of said phosphor stripes,
the vertical dimension of said horizontal spans being less than or equal to the vertical region of each phosphor stripe between vertically adjacent beam landings not excited by said electron beams, such that a zero to positive vertical guardband is provided for each viewable portion,
the horizontal dimension of the vertical stripes of light absorbing material being greater than the horizontal separation between horizontally adjacent phosphor stripes, such that a negative horizontal guardband is provided for each viewable portion.
3. In a cathode ray tube including a faceplace and a shadow mask containing an array of vertically oriented slotted apertures for restricting electron beams directed therethrough to land upon and excite selected areas of phosphor materials on said faceplate, a viewing screen comprising:
a layer of light absorbing material coating the inside surface of said faceplate and comprising a web containing an array of vertically oriented slotted openings therein, there being a unique set of three horizontally spaced openings for each aperture of said shadow mask aligned to receive the electron beams passing through said aperture, and
a layer of phosphor material coated on the inside surface of said faceplate within the boundaries of said openings, there being a different phosphor material for each of the openings of a set so as to emit a different color when excited by the electron beam impinging thereupon,
the height of said web between vertically adjacent sets of openings being less than or equal to the vertical distance between vertically adjacent beam landings to provide a zero to positive vertical guardband for each phosphor area,
the width of said web between horizontally adjacent openings being greater than the horizontal distance between horizontally adjacent beam landings to provide a negative horizontal guardband for each phosphor area.
Description:
This invention relates to cathode ray tube screens, and more particularly to black matrix screens for color television picture tubes employing slotted aperture masks and a process for fabricating such screens.
Manufacturers of cathode ray tubes of the color television picture tube type have recently begun employing aperture masks having slotted apertures instead of the more conventional circular apertures in order to achieve greater electron beam transmission through the mask, since an array of slots in an aperture mask allows the mask geometrically to be fabricated with more total open area than the same size mask containing round or circular apertures. The slotted apertures are typically arranged in vertical columns on the mask, each column being comprised of a plurality of slotted apertures. Since more electrons can impinge on the phosphor regions of the screen in a tube of this type than of the circular aperture, mask type, a brighter picture results. Unlike the circularly-configured phosphor regions on the screen of a tube employing an aperture mask having circular apertures, however, the phosphor regions on the screen of a tube employing an aperture mask having slotted apertures are formed in a pattern of adjacent vertical stripes, typically with each stripe running continuously from the top of the screen to the bottom.
from the top of the screen to the bottom.
Black matrix tubes have also become widely popular as of late, both in circular aperture mask tubes and slotted aperture mask tubes. As seen from the viewing side of the screen of circular aperture mask tubes, the black matrix material completely surrounds each circular phosphor dot, serving to improve image contrast by absorbing ambient light that might otherwise be reflected by the screen. Also as seen from the viewing side of the screen of slotted aperture mask tubes, each vertical phosphor stripe is separated from the adjacent vertical phosphor stripe by a stripe of black matrix material running from the bottom to the top of the screen.
In fabricating screens for conventional slotted aperture mask tubes of the black matrix type, a photoresist material coated over the inside surface of a tube faceplate is exposed in a so-called lighthouse to actinic radiation in a pattern corresponding to the pattern of matrix openings ultimately to be formed on the screen. This radiation is transmitted through the slotted apertures in the mask before impinging on the photoresist material. The actinic light source used in this fabrication process is linearly-elongated in a direction parallel to the columns of slots in the aperture mask in order to permit the black matrix material to be formed with a pattern of vertically and horizontally-aligned, vertically-oriented slots extending between the top and bottom of the screen. The phosphor stripes are thereafter deposited so that phosphor of a predetermined color emission characteristic, respectively, is deposited on the faceplate through a predetermined slot, respectively. Three different phosphor materials are conventionally deposited in a horizontally-repetitive pattern.


Claims:
I claim: 1. In a cathode ray tube including a faceplate and a shadow mask containing an array of vertically oriented slotted apertures for restricting electron beams directed therethrough to impinge upon and excite selected areas of phosphor material on said faceplate, a viewing screen comprising:
a horizontally repetitive pattern of sets of three vertically oriented stripes of phosphor material extending vertically across and coating the inside surface of said faceplate, each stripe within a set being of different phosphor material so as to emit a different color when excited by the corresponding one of the three electron beams passing through the associated aperture in said shadow mask, and
a layer of light absorbing material coating the inside surface of said faceplate and containing a vertical and horizontal array of vertically oriented slotted openings, said stripes and openings being juxtaposed so that said openings define viewable portions of said stripes, each viewable portion being totally surrounded with light absorbing material,
said openings and stripes being aligned with the apertures in said shadow mask so that a corresponding one of said three electron beams is allowed to impinge upon each viewable portion,
the vertical dimension of each opening being greater than the vertical dimension of that part of said viewable portion excited by the electron beam impinging thereupon, such that a positive vertical guardband is provided, and
the horizontal dimension of each opening being less than the horizontal dimension of the impinging electron beam, such that a negative horizontal guardband is provided.
2. In a cathode ray tube including a faceplate and a shadow mask containing an array of vertically oriented slotted apertures for restricting electron beams directed therethrough to impinge upon and excite selected areas of phosphor material on said faceplate, a viewing screen comprising:
a series of vertically oriented stripes of phosphor material extending across and coating the inside surface of said faceplate, the phosphor material of horizontally successive stripes differing in a repetitive pattern so as to emit different colors within each pattern when excited by electron beams, and
a layer of light absorbing material coating the inside surface of said faceplate in the form of a matrix comprising vertical stripes of material interposed between the phosphor stripes and horizontal spans of material crossing said phosphor stripes,
the vertical stripes and horizontal spans of light absorbing material defining the viewable portions of said phosphor stripes,
the vertical dimension of said horizontal spans being less than or equal to the vertical region of each phosphor stripe between vertically adjacent beam landings not excited by said electron beams, such that a zero to positive vertical guardband is provided for each viewable portion,
the horizontal dimension of the vertical stripes of light absorbing material being greater than the horizontal separation between horizontally adjacent phosphor stripes, such that a negative horizontal guardband is provided for each viewable portion.
3. In a cathode ray tube including a faceplace and a shadow mask containing an array of vertically oriented slotted apertures for restricting electron beams directed therethrough to land upon and excite selected areas of phosphor materials on said faceplate, a viewing screen comprising:
a layer of light absorbing material coating the inside surface of said faceplate and comprising a web containing an array of vertically oriented slotted openings therein, there being a unique set of three horizontally spaced openings for each aperture of said shadow mask aligned to receive the electron beams passing through said aperture, and
a layer of phosphor material coated on the inside surface of said faceplate within the boundaries of said openings, there being a different phosphor material for each of the openings of a set so as to emit a different color when excited by the electron beam impinging thereupon,
the height of said web between vertically adjacent sets of openings being less than or equal to the vertical distance between vertically adjacent beam landings to provide a zero to positive vertical guardband for each phosphor area,
the width of said web between horizontally adjacent openings being greater than the horizontal distance between horizontally adjacent beam landings to provide a negative horizontal guardband for each phosphor area.
Description:
This invention relates to cathode ray tube screens, and more particularly to black matrix screens for color television picture tubes employing slotted aperture masks and a process for fabricating such screens.
Manufacturers of cathode ray tubes of the color television picture tube type have recently begun employing aperture masks having slotted apertures instead of the more conventional circular apertures in order to achieve greater electron beam transmission through the mask, since an array of slots in an aperture mask allows the mask geometrically to be fabricated with more total open area than the same size mask containing round or circular apertures. The slotted apertures are typically arranged in vertical columns on the mask, each column being comprised of a plurality of slotted apertures. Since more electrons can impinge on the phosphor regions of the screen in a tube of this type than of the circular aperture, mask type, a brighter picture results. Unlike the circularly-configured phosphor regions on the screen of a tube employing an aperture mask having circular apertures, however, the phosphor regions on the screen of a tube employing an aperture mask having slotted apertures are formed in a pattern of adjacent vertical stripes, typically with each stripe running continuously
from the top of the screen to the bottom. Black matrix tubes have also become widely popular as of late, both in circular aperture mask tubes and slotted aperture mask tubes. As seen from the viewing side of the screen of circular aperture mask tubes, the black matrix material completely surrounds each circular phosphor dot, serving to improve image contrast by absorbing ambient light that might otherwise be reflected by the screen. Also as seen from the viewing side of the screen of slotted aperture mask tubes, each vertical phosphor stripe is separated from the adjacent vertical phosphor stripe by a stripe of black matrix material running from the bottom to the top of the screen.
In fabricating screens for conventional slotted aperture mask tubes of the black matrix type, a photoresist material coated over the inside surface of a tube faceplate is exposed in a so-called lighthouse to actinic radiation in a pattern corresponding to the pattern of matrix openings ultimately to be formed on the screen. This radiation is transmitted through the slotted apertures in the mask before impinging on the photoresist material. The actinic light source used in this fabrication process is linearly-elongated in a direction parallel to the columns of slots in the aperture mask in order to permit the black matrix material to be formed with a pattern of vertically and horizontally-aligned, vertically-oriented slots extending between the top and bottom of the screen. The phosphor stripes are thereafter deposited so that phosphor of a predetermined color emission characteristic, respectively, is deposited on the faceplate through a predetermined slot, respectively. Three different phosphor materials are conventionally deposited in a horizontally-repetitive pattern.
When
a screen formed in the aforementioned manner is operated in a color
television picture tube, parts of each of the phosphor stripes are not
excited by the electron beams, since electrons are blocked by the webs
of the mask between vertically-adjacent slots. These parts of the
stripes, therefore, are essentially useless in producing images, since
they provide no illumination on the face of the tube as a result of
direct bombardment by primary electrons. Moreover, the phosphor material
in these regions adds to overall reflectivity of the screen and hence
has a deleterious effect on image contrast. To overcome this problem,
the present invention contemplates substituting black matrix material to
be seen from the viewing side of the screen to avoid reflection from
the parts of the phosphor stripes not excited by the electron beams.
This may be accomplished by using a source of actinic radiation for
producing slotted openings in the black matrix material that is of
shorter length than the linear source of actinic radiation for producing
the phosphor stripes. The resulting increase in area of black matrix
material serves to reduce screen reflectivity and enhance contrast of
the displayed images. Moreover, by controlling vertical size of the mask
webs between vertically-adjacent openings in the black matrix material,
either a positive guardband or negative guardband mode of operation in
the vertical direction may be achieved.
Accordingly,
one object of the invention is to provide a new and improved color
television picture tube of the black matrix type exhibiting reduced
screen reflectivity and enhanced image contrast.
Another
object is to provide a color television picture tube of the slotted
aperture mask type having a screen, as seen from the viewing side,
formed of a plurality of vertically-oriented linear phosphor regions
completely surrounded by black matrix material.
Another
object is to provide a black matrix color television picture tube of
the slotted aperture mask type capable of operating in a positive or
negative guardband mode of operation in the vertical direction.
A
further object is to provide a black matrix color television picture
tube wherein the vertical guardband of the matrix is controlled to
enhance image contrast without reducing image brightness.
Another
object is to provide a method of fabricating a color television picture
tube of the black matrix type wherein exposures to different levels of
actinic radiation are employed sequentially in forming the picture tube
screen.
Briefly, in accordance with a
preferred embodiment of the invention, a viewing screen is provided for
a cathode ray tube. The tube includes a faceplate and employs a shadow
mask containing an array of vertically-oriented slotted apertures for
restricting electron beams directed therethrough to impinge on, and
excite, selected areas of phosphor material on the faceplate. The
viewing screen comprises a layer of light-absorbing material coated over
the inside surface of the faceplate, with the layer including a pattern
of vertically-elongated openings therein, and a plurality of
vertically-oriented stripes of phosphor material arranged such that
horizontally successive stripes are comprised of different phosphor
materials according to a repeating pattern. Each of the stripes,
respectively, is coated over substantially the entire area of all the
elongated openings situated essentially in separate vertical alignment,
respectively.
In accordance
with another preferred embodiment of the invention, a method of forming
on the faceplate of a cathode ray tube a viewing screen for a high
contrast color television picture tube of the slotted aperture mask,
black matrix type is described. The method comprises forming a first
layer of photosensitive material on the inside surface of the faceplate
and exposing the photosensitive material to actinic radiation through
slotted apertures in the mask from a first linear radiation source of
predetermined dimension along its longitudinal axis. The longitudinal
axis of the first source is maintained substantially parallel to the
longitudinal axis of the slotted apertures. The unexposed regions of the
first layer of photosensitive material are then removed, and a layer of
black matrix material is formed atop the first layer of photosensitive
material and the inside surface of the faceplate. The exposed regions of
the first layer of photosensitive material and the black matrix
material coated thereon are next removed, leaving openings in the black
matrix material. A second layer of photosensitive material is formed
atop the black matrix material coated on the inside surface of the
faceplate and atop the exposed portions of the inside surface of the
faceplate. The second layer of photosensitive material carries a
phosphor material either coated thereon or mixed therein, emitting a
characteristic color of light when excited by electrons. This is
followed by exposing the second layer of photosensitive material to
actinic radiation through the slotted apertures from a second linear
radiation source of dimension along its longitudinal axis exceeding the
predetermined dimension, the longitudinal axis of the second source also
being substantially parallel to the longitudinal axis of the slotted
apertures. The unexposed regions of the second layer of photosensitive
material are then removed. In this fashion, phosphor material is applied
over the inside surface of the faceplate in registry with the openings
in the black matrix layer. If desired, the phosphor material may be
applied in the form of vertical stripes extending between the top and
bottom of the screen by increasing the length of the second radiation
source, increasing the duration of exposure therefrom, or a combination
of both. TOSHIBA COLOR PICTURE TUBE FILTER-COATED PHOSPHOR
Disclosed is a filter-coated phosphor having phosphor particles coated with filter particles formed of pigments of the same color as that of light emitted from the phosphor, the phosphor particles coated with the filter particles being additionally coated with a borate compound. According to this filter-coated phosphor, the filter particles never exfoliate from the surfaces of the phosphor particles in a slurry, satisfactory dispersibility is obtained in the slurry, and the slurry pH is stable. A phosphor screen of a color picture tube obtained with use of the filter-coated phosphor exhibits highly outstanding contrast and luminous efficiency.
This invention relates to a filter-coated phosphor including phosphor particles coated with filter particles, more specifically to an improvement of a filter-coated phosphor used for phosphor screens of color picture tubes.
Conventionally, in order to improve the contrast property of picture images projected on a phosphor screen of a color picture tube, filter material is caused to absorb external light by using a filter-coated phosphor formed of phosphor particles coated with filter particles. Filter materials to constitute these filter particles include pigments of the same colors as those of phosphors emitting blue, red and green colors which are used for the phosphor screens of color picture tubes. For example, there may be used blue pigments such as cobalt aluminate and ultramarine blue for blue-emitting phosphors such as ZnS/Ag,Cl and ZnS/Ag,Al, red pigments such as red iron oxide, cadmium sulfoselenide and indium sulfide, a newly developed filter material, for red-emitting phosphors such as Y2 O2 S/Eu, Y2 O3 /Eu, and YVO4 /Eu, and green pigments such as chromium oxide and a mixture of yellow cadmium sulfoselenide and bluish green cobalt aluminate for green-emitting phosphors such as Zns/Cu,Al and (ZnCd)S/Cu,Al.
As methods for coating phosphor particles with filter particles, various measures to bond or fix the filter particles to the surfaces of the phosphor particles by means of organic binders have hitherto been put to practical use. For example, there are proposed a method using gelatin (Japanese Patent Disclosure No. 56146/75), a method using colloidal particles in acrylic resin emulsion (Japanese Patent Disclosure No. 109488/77), a method using acidic and basic polymers (Japanese Patent Disclosure No. 3980/78), a method using gelatin and gum arabic (Japanese Patent Disclosure No. 5088/78), etc.
Filter-coated phosphors prepared by those methods, however, are poor in dispersibility in slurry because phosphor particles are liable to cohere. Accordingly, phosphor layers formed from a slurry containing such filter-coated phosphor are low in packing density, and hence are susceptible to significant perforation Further, prolonged stirring of the slurry will allow polyvinyl alcohol in the slurry to be decomposed or deteriorated by the action of bacteria, causing pH variations of the slurry. The phosphor layers formed by using the slurry with such unstable pH values will suffer more significant perforation besides the aforesaid perforation due to poor dispersibility. This phenomenon is expressly noticeable where gelatin, which may easily be decomposed by bacteria, is used as the organic binder or if Y2 O2 S/Eu is used as the phosphor. Such perforation of varied degrees will reduce the luminous efficiency of the phosphor layers. Thus, satisfactory phosphor layers cannot be obtained with the prior art methods using organic binders.
Moreover, if a phosphor screen is formed by coating a glass faceplate, which is previously coated with blue and green phosphors, with a conventional slurry prepared from a filter-coated red phosphor, especially a red phosphor coated with indium sulfide as the filter material, then such phosphor screen will suffer the so-called "color blend" or a phenomenon that the red phosphor remains on blue or green phosphor layers, reducing the luminous brightness of the blue or green phosphor layers. This may be caused because indium sulfide as the filter material, having active surface, is liable to be adsorbed by the blue or green phosphor layers.
Although not in practical use yet, there is proposed a method to fix the filter particles on the surfaces of the phosphor particles by means of inorganic material. This method utilizes silica or water-insoluble metal silicate for the binder (Japanese Patent Disclosure No. 28785/79). In a filter-coated phosphor prepared by such method, however, silica or water-insoluble metal silicate will accelerate the cohesion of the filter particles which are fine particles with the mean diameter of 0.2 to 0.5μ, and even the cohesion of the phosphor particles, so that resultant phosphor layers will be liable to coagulation and hence to substantial perforation. Thus, even this method cannot provide phosphor layers with satisfactory properties.
The object of this invention is to provide a filter-coated phosphor affording a high-luminous brightness phosphor layer with improved slurry dispersibility and contrast property without involving the possibility of exfoliation of filter particles from the surfaces of phosphor particles in a slurry.
According to the invention, there may be provided a filter-coated phosphor having phosphor particles coated with filter particles formed of pigments of the same color as that of light emitted from the phosphor, the phosphor particles coated with the filter particles being additionally coated with a borate compound.
This invention can be more fully understood from the following detailed description when taken in conjunction with the accompanying drawing, in which:

The FIGURE is a graph showing pH changes of a slurry containing the filter-coated phosphor of this invention as compared with a slurry containing the prior art filter-coated phosphor.
In the filter-coated phosphor of this invention, phosphor particles coated with filter particles with or without use of an organic binder are additionally coated with a borate compound, thereby eliminating the drawbacks of the prior art filter-coated phosphor.
Water-insoluble metal borates are preferably used for the borate compound to be applied to the phosphor of this invention. These borates include borates of any other metals than alkali metals, such as zinc borate, aluminum borate, barium borate, calcium borate, strontium borate, etc. Water-soluble metal borates such as alkali metal borates are not preferred because they dissolve in slurry and cannot cover the surfaces of phosphor particles.
Now there will be described a method for preparing the filter-coated phosphor.
First, a phosphor is dispersed in deionized water, and a pigment thoroughly dispersed in deionized water is admixed with the slurry. Then, an aqueous solution of Na2 B4 O7 is added to the mixture and fully stirred. Further, metal sulfate and/or metal nitrate (e.g., zinc sulfate, aluminum sulfate, calcium nitrate, strontium nitrate, zinc nitrate, aluminum nitrate, barium nitrate, etc.) are added and thoroughly stirred. Thus, filter particles are put on the surfaces of the phosphor particles, which are additionally coated with metal borate. The metal borate may be fixed on the surfaces of the filter-coated phosphor particles by filtering the aqueous solution to separate solid matter therefrom and drying the solid matter. In order to increase the bonding strength between the metal borate and the filter-coated phosphor particles, the filter-coated phosphor particles additionally coated with the borate compound may be baked at a temperature of 300° to 400° C.
Although there has been described a method using no organic binder in fixing filter particles on the surfaces of phosphor particles, organic binders may be used in some cases. If filter particles are fixed on the surfaces of phosphor particles by means of an organic binder and a borate compound is additionally put on the surfaces, the drawback of the prior art filter-coated phosphor obtained with use of the organic binder, i.e. the poorness in water dispersibility due to the existence of the organic binder, will be eliminated by the effect of the borate compound coating. Moreover, the adhesive strength provided by the organic binder is combined with the adhesive strength of the borate compound to increase the bonding strength between the filter particles and the phosphor particles, so that the filter particles may be prevented from exfoliating from the surfaces of the phosphor particles in a slurry.
Now there will be described the quantity of borate compound for coating. In the conventional filter-coated phosphor in practical use, the weight of filter particles for coating generally is 5% or less of the weight of phosphor particles. The weight of borate compound for coating, which depends on the weight of the filter particle coating, is preferably 0.001 to 0.3% of that of the phosphor particles, more preferably 0.01 to 0.1%, where the weight of the filter particle coating is 5% or less of that of the phosphor particles. If the weight of the borate compound coating is less than 0.001% of that of the phosphor particles, the borate compound used will be of no good, allowing exfoliation of the filter particles in the slurry. If the quantity of the borate compound coating exceeds 0.3 wt. %, on the other hand, the phosphor particles will be deteriorated in dispersibility in the slurry, making it impossible to obtain satisfactory phosphor layers.
Red-emitting phosphors applicable to this invention include yttrium oxysulfide activated by europium (Y2 O2 S/Eu), gadolinium oxysulfide activated by europium (Gd2 O2 S/Eu), yttrium oxide activated by europium (Y2 O3 /Eu), yttrium vanadate activated by europium (YVO4 /Eu), zinc orthophosphate activated by manganese (Zn3 (PO4)2 /Mn), etc. For filter materials used with these red-emitting phosphors, there are red iron, chrome vermilion, antimony red, cadmium sulfoselenide, indium sulfide, etc. Indium sulfide is a newly developed red filter material. In particular, the borate compound coating will prevent the so-called "color blend" that phosphors coated with such indium sulfide have conventionally suffered. The reason is that the indiumsulfide-coated phosphors, which are naturally liable to be adsorbed by blue- or green-emitting phosphors due to the activity of their surfaces, are reduced in the surface activity by the effect of the borate compound coating, thereby decreasing their adsorbability to the blue- or green-emitting phosphors. Table 1 shows the results of visual observation of the degree of color blend depending on the amount of borate compound for coating.
TABLE 1
______________________________________
Amount of Degree of boric compound color blend
______________________________________
Red-emitting phosphor
coated with indium
O C
sulfide
Red-emitting phosphor
coated with indium
0.001 wt.% B
sulfide
Red-emitting phosphor
coated with indium
0.01 wt. % A
sulfide
Red-emitting phosphor
coated with indium
0.1 wt. % A
sulfide
______________________________________
A: No color blend. B: Some color blend but practically insignificant. C: Significant color blend. Unpractical.
According to the results of visual examination, moreover, a phosphor slurry which was prepared with use of a phosphor formed of filter-coated yttrium oxysulfide/Eu additionally coated with a borate compound displayed stable pH value after prolonged stirring, involving neither serious perforation in phosphor layers nor exfoliation of phosphor dots or stripes which would conventionally be caused by variations in pH. Accordingly, the slurry may enjoy prolonged life, and the deterioration of the luminous efficiency of the phosphor layers may be avoided. The pH value of the phosphor slurry was stabilized because the sterilizing effect of the borate compound prevented polyvinyl alcohol or organic binder in the slurry from being deteriorated or decomposed by the action of bacteria that had probably been the main cause of the pH variations.
The accompanying drawing is a graph showing pH variations of aqueous slurry containing red-iron-coated yttrium oxysulfide/Eu for the comparison between the prior art phosphor and the phosphor of the invention. In this drawing, a solid line a represents pH variations of the prior art phosphor using no borate compound, while a broken line b represents pH variations of the phosphor of the invention using a borate compound.
Blue-emitting phosphors applicable to this invention include zinc sulfide activated by silver (ZnS/Ag), zinc sulfide activated by silver and aluminum (ZnS/Ag,Al), zinc sulfide activated by silver and chlorine (ZnS/Ag,Cl), etc. For filter materials used with these phosphors, there are cobalt aluminate, ultramarine blue, cerulean blue, etc.
Green-emitting phosphors applicable to this invention include zinc sulfide activated by copper and aluminum (ZnS/Cu,Al), zinc sulfide activated by copper and chlorine (ZnS/Cu,Cl), zinc cadmium sulfide activated by copper and aluminum ((ZnCd)S/Cu,Al), zinc oxide activated by zinc (ZnO/Zn), zinc sulfide activated by gold, copper and aluminum (ZnS/Au,Cu,Al), etc. For filter materials used with these phosphors, there are chromium oxide, cobalt green, titanium yellow, zinc iron yellow, cadmium yellow, etc.
According to the phosphor of this invention formed of filter-coated phosphor particles additionally coated with a borate compound, as described above, there may be provided various advantages; good dispersibility in slurry, minimized exfoliation of filter particles in slurry, stabilized slurry pH, and prevention of color blend in phosphor screen. The phosphor screen of a color picture tube obtained with use of the filter-coated phosphor of the invention exhibits outstanding contrast and luminous efficiency.
Several examples of this invention are given below.
EXAMPLE 1
1 kg of Y2 O2 S/Eu as a phosphor is dispersed in 2 l of deionized water. Then, 42 g of indium chloride (3 wt. % of phosphor in terms of In2 S2) dissolved in deionized water is added and fully stirred. Then, H2 S gas is passed through the mixture to cause the phosphor to adsorb indium sulfide thereon. After washed once or twice in water, the solid portion is filtered out and dried, and 75 g of sulfur and 18 g of sodium carbonate are mixed and filled into a silica crucible for one hour's sintering at 800° C. The sintered product is washed twice or thrice by deionized water and dried. Thereafter, when the dried solid portion is baked at 480° C. for an hour, the phosphor is covered with red indium sulfide. The phosphor coated with red indium sulfide is dispersed in deionized water by using a ball mill to obtain 2 l of slurry. 80 cc of 11% solution of Na2 B4 O7 is added to the slurry and fully stirred. Further, 400 cc of 0.4 mol solution of ZnSO4 is added and fully stirred. Solid material obtained by filtering the resultant mixture is dried at 120° C. The dried product is sifted out by using a 300-mesh sieve, and thus an indium-sulfide-coated phosphor (Y2 O2 S/Eu) additionally coated with zinc borate is obtained.
A phosphor slurry was prepared by the conventional method with use of the phosphor obtained in the aforesaid manner, and applied to a cathode-ray tube panel in the known procedures. Then, a phosphor film thus obtained exhibited good contrast and luminous brightness (see Table 3) without mixing in color with other phosphor film layers. In the slurry, moreover, there was noticed no exfoliation of filter material.
Table 2 shows findings on the relationship between the elapse of time before use after the phosphor slurry is prepared and the degree of dot exfoliation.
TABLE 2
______________________________________
Time for use 1 day 4 days 7 days 10 days after after after after prep. prep. prep. prep.
______________________________________
State of phosphor Partial Dot
without boric
Good dot exfoli-
compound coating exfoli- ation
ation
Partial
State of phosphor
Good Good Good dot
of the invention exfoli-
ation
______________________________________
It may be seen from Table 2 that the use of the slurry containing the phosphor of the invention will reduce the dot exfoliation of phosphor by a large margin.
EXAMPLE 2
1 kg of Y2 O2 S/Eu as a phosphor is dispersed in approximately 2 l of deionized water. Then, 42 g of indium chloride dissolved in deionized water is added and fully stirred. Then, H2 S gas is passed through the mixture to cause the phosphor to adsorb indium sulfide thereon. After washed once or twice in water, the solid portion is filtered out and dried, and 18 g of sodium carbonate and 75 g of sulfur are mixed and filled into a silica crucible for one hour's sintering at 800° C. The sintered product is washed twice or thrice, and dispersed for 20 minutes by using a ball mill. Thereafter, 40 cc of 11% solution of Na2 B4 O7 is added and stirred for 20 to 30 minutes in the same manner as Example 1. Then, 200 cc of 0.4 mol solution of barium nitrate (Ba(NO3)2) is added and fully stirred. After washed several times with deionized water, solid matter obtained by filtration is dried and sifted, and thus an indium-sulfide-coated phosphor (Y2 O2 S/Eu) additionally coated with barium borate is obtained.
A phosphor slurry was prepared with use of the phosphor obtained in the aforesaid manner, and applied to a cathode-ray tube panel in the known-procedures. A phosphor film thus obtained suffered no color mixture with other phosphor film layers. Further, a phosphor film obtained by baking such film at 450° C. for about one hour exhibited good contrast and luminous brightness (see Table 3).
EXAMPLE 3
1 kg of Y2 O2 S/Eu as a phosphor is dispersed in 2 l of deionized water, and 1 g of well dispersed red iron oxide is added and fully stirred. 10 cc of 11% solution of Na2 B4 O7 is added to the resultant solution, and 50 cc of 0.4 mol solution of ZnSO4 is further added and thoroughly stirred. Then, solid matter obtained by filtering the mixture is dried and sifted by using a 300-mesh sieve, and thus a red-iron-oxide-coated phosphor (Y2 O2 S/Eu) additionally coated with zinc borate is obtained.
The solution of ZnSO4 may be replaced with Zn(NO3)2.6H2 O, A 2 (SO4)3 or Ba(NO3)2.
A phosphor slurry prepared with use of the phosphor obtained in the aforesaid manner exhibited stable pH values after prolonged stirring. When this slurry was applied to a cathode-ray tube panel in the known procedures, a resultant phosphor film exhibited good contrast and luminous brightness (see Table 3).
EXAMPLE 4
1 l of deionized water, 1 kg of ZnS/Ag as a blue-emitting phosphor, 20 g of well dispersed cobalt aluminate, and 0.05 wt. % of acrylic resin emulsion (Nippon Acryl HA-24) are dispersed and admixed by ball-milling for 10 minutes. Then, the pH value of this mixture is adjusted to 2 to 3 by using 0.1 mol sulfuric acid. Further, 40 cc of 0.1 g/cc solution of Al(NO3)3.9H2 O is added and ball-milled for 10 minutes. The mixture is removed from the ball mill, admixed with deionized water to make up the volume to 15 l, and stirred for 3 hours. Solid portion of the mixture is put in a ball mill pot for 10 minutes' ball-milling, taken out of the pot, and admixed with deionized water to make up the volume to 15 l. Then, the pH value of the mixture is adjusted to 7 to 8 by using a solution of NH4 OH, and the mixture is stirred for an hour. After washing the mixture 5 or 6 times with deionized water, 40 cc of 11% solution of Na2 B4 O7 and 200 cc of 0.4 mol solution of ZnSO4 are added in succession and stirred thoroughly. Solid matter obtained by filtering the mixture is dried and sifted out by using a 300-mesh sieve, and thus a cobalt-aluminate-coated phosphor (ZnS/Ag) additionally coated with zinc borate is obtained.
A phosphor slurry was prepared with use of the phosphor obtained in the aforesaid manner, and applied to a cathode-ray tube panel in the known procedures. Then, a phosphor film thus obtained exhibited good contrast and luminous brightness (see Table 3), and there was noticed no exfoliation of filter material in the slurry.
EXAMPLE 5
2 l of deionized water, 1 kg of Y2 O2 S/Eu as a red-emitting phosphor, 10 g of well dispersed red iron oxide, and 0.02 wt. % of acrylic resin emulsion are dispersed and admixed by ball-milling for 10 minutes. Then, the pH value of this mixture is adjusted to 2 or 3 using 0.1 mol H2 SO4, and mixture is subjected to additional 10 minutes' ball-milling. Subsequently, 40 cc of 0.1 g/cc solution of Al(NO3)3.9H2 O is added and ball-milled for further 10 minutes. Then, the mixture is removed from the ball mill, admixed with deionized water to make up the volume to 15 l, and stirred for 3 hours. Then, the pH value of the mixture is adjusted to 7 or 8 by using a solution of NH4 OH, and the mixture is stirred for an hour. After washing the mixture several times with deionized water, 40 cc of 11% solution of Na2 B4 O7 is added and stirred for 30 minutes. Further, 200 cc of 0.4 mol solution of ZnSO4 is added and fully stirred. After stirring, the mixture is washed several times with deionized water, and filtered. Solid matter obtained by such filtration is dried and sifted out by using a 300-mesh sieve, and thus a red-iron-oxide-coated phosphor (Y2 O2 S/Eu) additionally coated with zinc borate is obtained.
A phosphor slurry prepared with use of the phosphor obtained in the aforesaid manner exhibited stable pH values after prolonged stirring. When this slurry was applied to a cathode-ray tube panel in the known procedures, a resultant phosphor film exhibited good contrast and luminous brightness (see Table 3). In the slurry, moreover, there was noticed no exfoliation of filter material.
EXAMPLE 6
1 kg of ZnS/Ag as a blue-emitting phosphor is dispersed in 2 l of deionized water. Then, 10 g of well dispersed ultramarine blue as filter material is added and fully stirred, and thereafter ball-milled for 10 minutes. Then, deionized water is added to the mixture to make up the volume to 10 l. Further, 40 cc of 11% solution of Na2 B4 O7 is added and stirred for 20 to 30 minutes. Subsequently, 200 cc of 0.4 mol solution of aluminum sulfate is added and fully stirred. After washing the mixture several times with deionized water, solid material obtained by filtration is dried and sifted out, and thus an ultramarine-blue-coated phosphor (ZnS/Ag) additionally coated with aluminum borate is obtained.
A phosphor slurry was prepared with use of the phosphor obtained in the aforesaid manner, and applied to a cathode-ray tube panel in the known procedures. Then, a phosphor film thus obtained exhibited good contrast and luminous brightness (see Table 3).
EXAMPLE 7
2 l of deionized water, 1 kg of ZnS/Cu,Al as a green-emitting phosphor, 10 g of well dispersed zinc iron yellow, and 0.02 wt. % of acrylic resin emulsion (Nippon Acryl HA-24) are dispersed and admixed by ball-milling for 10 minutes. Then, the pH value of this mixture is adjusted to 3 by using 0.1 mol sulfuric acid, and the mixture is stirred for 20 to 30 minutes.
Subsequently, 40 cc of 0.1 g/cc solution of Al(NO3)3.9H2 is added and stirred for 20 minutes. Thereafter, deionized water is added to the mixture to make up to volume to 15 l, and the mixture is stirred for 3 hours. Then, solid portion of the mixture is put in a ball mill pot for 10 minutes' ball-milling, taken out of the pot, and admixed with deionized water to make up the volume to 15 l. Then, the pH value of the mixture is adjusted to 7 or 8 by using a solution of NH4 OH, and the mixture is stirred for an hour. After washing the mixture 4 or 5 times with deionized water, 40 cc of 11% solution of Na2 B4 O7 and 200 cc of 0.4 mol solution of ZnSO4 are added in succession and stirred thoroughly. After washed several times with deionized water, solid matter obtained by filtration is dried and sifted out by using a 300-mesh sieve, and thus a zinc-iron-yellow-coated phosphor (ZnS/Cu,Al) additionally coated with zinc borate is obtained.
A phosphor slurry was prepared with use of the phosphor obtained in the aforesaid manner, and applied to a cathode-ray tube panel in the known procedures. Then, a phosphor film thus obtained exhibited good contrast and luminous brightness (see Table 3), and there was noticed hardly any exfoliation of filter materaial in the slurry.
EXAMPLE 8
2 l of deionized water, 1 kg of ZnS/Au,Cu,Al as a green-emitting phosphor, and 10 g of well dispersed zinc iron yellow are admixed and ball-milled for 10 minutes. Then, deionized water is added to make up the volume to 10 l. 40 cc of 11% solution of Na2 B4 O7 is added to the mixture and stirred for 30 minutes. Further, 200 cc of 0.4 mol solution of strontium nitrate is added and stirred thoroughly. After stirring, the mixture is washed several times with deionized water, and filtered. Solid matter obtained by such filtration is dried and sifted out by using a 300-mesh sieve, and thus a zinc-iron-yellow-coated phosphor (ZnS/Au,Cu,Al) additionally coated with strontium borate is obtained.
A phosphor slurry was prepared with use of the phosphor obtained in the aforesaid manner, and applied to a cathode-ray tube panel in the known procedures. Then, a phosphor film thus obtained exhibited good contrast and luminous brightness (see Table 3).
TABLE 3
______________________________________
Phosphor-screen luminous brightness of filter-coated phosphor additionally coated with borate compound Luminous Brightness of Phosphor Screen Blue- Green- Red- Remarks filter- filter- filter- Phosphor coated coated coated & filter Example phosphor phosphor phosphor material
______________________________________
1 110% Y2 O2 S/Eu
(100) + In2 S3
2 110% Y2 O2 S/Eu
(100) + In2 S3
3 108% Y2 O2 S/Eu +
(100) red ion oxide
108% ZnS/Ag +
4 (100) cobalt
aluminate
109% (100)
Y2 O2 S/Eu + In2 S3
5 107% (100)
Y2 O2 S/Eu + red
iron oxide
107% ZnS/Ag +
6 (100) ultramarine
blue
106% ZnS/Cu,Al
7 (100) + zinc iron
yellow
105% ZnS/Au,Cu,Al
8 (100) + zinc iron
yellow
______________________________________
*Numerical value in parenthesis is luminous brightness of phosphor screen formed of same phosphor without borate compound coating.
Toshiba Corporation (Japanese: 株式会社東芝 Kabushiki-gaisha Tōshiba) is a Japanese
multinational conglomerate corporation, headquartered in Tokyo, Japan. The company's main business is in infrastructure, consumer products, electronic devices and components.
Toshiba-made Semiconductors are among the Worldwide Top 20 Semiconductor Sales Leaders. In 2009, Toshiba was the world's fifth largest personal computer vendor, after Hewlett-Packard of the U.S., Dell of the U.S., Acer of Taiwan, and Lenovo of China.
Toshiba was founded by the merging of two companies in 1939.
One, Tanaka Seisakusho (Tanaka Engineering Works), was Japan's first manufacturer of telegraph equipment and was established by Hisashige Tanaka in 1875.[2] . In 1904, its name was changed to Shibaura Seisakusho (Shibaura Engineering Works). Through the first part of the 20th century Shibaura Engineering Works became a major manufacturer of heavy electrical machinery as Japan modernized during the Meiji Era and became a world industrial power.
The second company, Hakunetsusha, was established in 1890 and was Japan's first producer of incandescent electric lamps. It diversified into the manufacture of other consumer products and in 1899 was renamed Tokyo Denki (Tokyo Electric).
The merger in 1939 of Shibaura Seisakusho and Tokyo Denki created a new company called Tokyo Shibaura Denki (Tokyo Shibaura Electric) (東京芝浦電気). It was soon nicknamed Toshiba, but it was not until 1978 that the company was officially renamed Toshiba Corporation.
The group expanded strongly, both by internal growth and by acquisitions, buying heavy engineering and primary industry firms in the 1940s and 1950s and then spinning off subsidiaries in the 1970s and beyond. Groups created include Toshiba EMI (1960), Toshiba International Corporation (1970's) Toshiba Electrical Equipment (1974), Toshiba Chemical (1974), Toshiba Lighting and Technology (1989), Toshiba America Information Systems (1989) and Toshiba Carrier Corporation (1999).
Toshiba is responsible for a number of Japanese firsts, including radar (1942), the TAC digital computer (1954), transistor television and microwave oven (1959), color video phone (1971), Japanese word processor (1978), MRI system (1982), laptop personal computer (1986), NAND EEPROM (1991), DVD (1995), the Libretto sub-notebook personal computer (1996) and HD DVD (2005).
In 1977, Toshiba merged with the Brazilian company Semp (Sociedade Eletromercantil Paulista), forming Semp Toshiba.
In 1987, Toshiba Machine, a subsidiary of Toshiba, was accused of illegally selling CNC milling machines used to produce very quiet submarine propellers to the Soviet Union in violation of the CoCom agreement, an international embargo on certain countries to COMECON countries. The Toshiba-Kongsberg scandal involved a subsidiary of Toshiba and the Norwegian company Kongsberg Vaapenfabrikk. The incident strained relations between the United States and Japan, and resulted in the arrest and prosecution of two senior executives, as well as the imposition of sanctions on the company by both countries.[3] The US had always relied on the fact that the Soviets had noisy boats, so technology that would make the USSR's submarines harder to detect created a significant threat to America's security. Senator John Heinz of Pennsylvania said "What Toshiba and Kongsberg did was ransom the security of the United States for $517 million."
In 2001, Toshiba signed a contract with Orion Electric, one of the world's largest OEM consumer video electronic makers and suppliers, to manufacture and supply finished consumer TV and video products for Toshiba to meet the increasing demand for the North American market. The contract ended in 2008, ending 7 years of OEM production with Orion.
In December 2004, Toshiba quietly announced it would discontinue manufacturing traditional in-house cathode ray tube (CRT) televisions. In 2006, Toshiba terminated production of in-house plasma TVs. Toshiba quickly switched to Orion as the supplier and maker of Toshiba-branded CRT-based TVs and plasma TVs until 2007. To ensure its future competitiveness in the flat-panel digital television and display market, Toshiba has made a considerable investment in a new kind of display technology called SED.
Toshiba is a diversified manufacturer and marketer of electrical products, spanning information & communications equipment and systems, Internet-based solutions and services, electronic components and materials, power systems, industrial and social infrastructure systems, and household appliances.
No comments:
Post a Comment
The most important thing to remember about the Comment Rules is this:
The determination of whether any comment is in compliance is at the sole discretion of this blog’s owner.
Comments on this blog may be blocked or deleted at any time.
Fair people are getting fair reply. Spam and useless crap and filthy comments / scrapers / observations goes all directly to My Private HELL without even appearing in public !!!
The fact that a comment is permitted in no way constitutes an endorsement of any view expressed, fact alleged, or link provided in that comment by the administrator of this site.
This means that there may be a delay between the submission and the eventual appearance of your comment.
Requiring blog comments to obey well-defined rules does not infringe on the free speech of commenters.
Resisting the tide of post-modernity may be difficult, but I will attempt it anyway.
Your choice.........Live or DIE.
That indeed is where your liberty lies.
Note: Only a member of this blog may post a comment.